Tenemos mucha experiencia realizando celdas robóticas, esto incluye el diseño, la programación y puesta en marcha.
A continuación te muestro el video de algunos de los trabajos que he realizado:
Máquina de sumensable de chips para Contiental Silao
La Máquina tiene capacidfad de 2 modelos sin cambiar herramentales solo cambiando las posiciones de los servos
La alimentación de los componentes es por medio de una Tira continua
800 piezas por hora
Eficiencia mayor al 90%
Robot Epson, PLC Siemens 1200
Análisis de Riesgo y clasificación PLe en el circuito eléctrico de seguridad
Celdas Robóticas de Inspección
Máquina de inspección Robótica para Hutchinson Celaya
Al Robot se le coloco un sistema de Visión con el cual se inspecciona el producto en diferentes puntos
Más de 20 modelos diferentes por Celda
Sistema de visión Cognex-Robot Yaskawa, PLC Omron.
El sistema puede trabajar como estación Dual, esto quiere decir que una Celda puede analizar el producto de dos líneas
El Robot manda directamente el producto NOK a una Caja Roja Cerrada con llave para que solo calidad lo pueda revisar
El producto OK se Paletiza directo en las cajas de salida.
En la ultima estación se puede realizar algún sub-enasamble o prueba final
8 líneas implementadas en 1 año.
Análisis de Riesgo y clasificación PLe en el circuito eléctrico de seguridad
Celdas Robótica de ensamble
Robot Scara Epson para el subensamble de cables de conexión para la empresa Leoni en Hermosillo
Sistema de visión Cognex-Robot Yaskawa, PLC Omron.
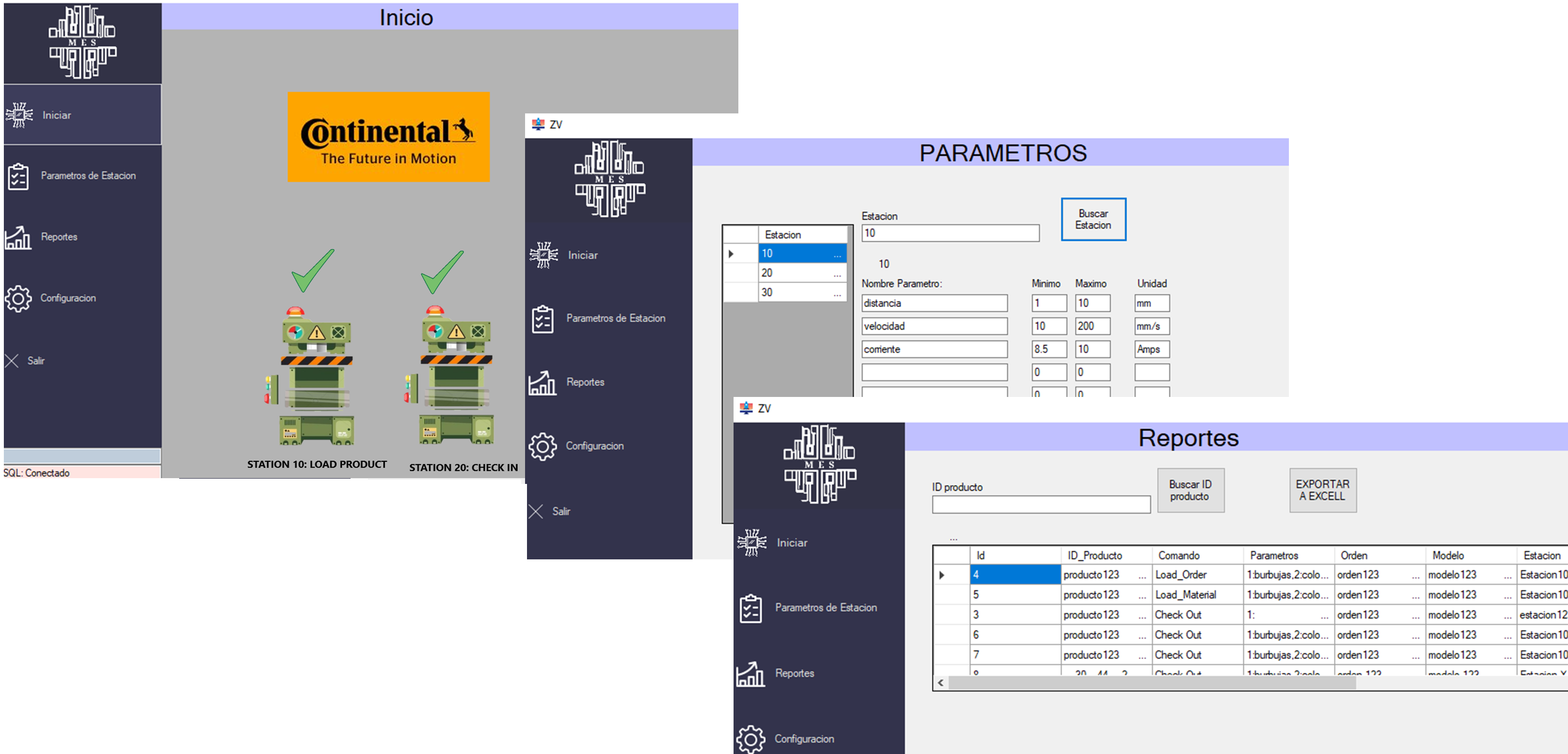
Software desarrollado para la trazabilidad y bloqueo de estaciones de trabajo. El software puede ser implementado en cualquier PLC con comunicación ethernet IP, por medio de mensajes asíncronos.
La forma en que trabaja es la siguiente: el PLC manda el código de producto ID para ser validado por el software MES, al estar OK la estación puede proceder con su proceso, al final retroalimenta al Sofware con los parametros finales y el resultado OK u NOK con lo cual se habilita o deshabilita el paso en la siguiente estación.
El software almacena la información de cada producto (Parámetros de cada estación, Operador, fechas, estado OK NOK etc) en una base de datos local los cuales pueden ser consultados desde el mismo software MES.
Otras características que tiene el software son:
Sistema de accesos protegido por usuarios
Se puede acceder a los datos directamente en el software y ser exportados a excel
Reporte personalizado por turno indicando los principales datos de producción
El sistema está pensado para instalarse localmente en varias estaciones de producción, sin tener la necesidad de invertir en una infraestructura de red.
Si se tiene la infraestructura de red, se puede acceder a los datos remotamente en la red local o por internet
El sistema requiere lectores de código en cada estación para la validación del mismo, así como la generación de un código único o ID en cada producto, puede ser codigo de barras, QR o RFID .
En caso de que tus celdas de producción no lo tengan, se te puede hacer una visita y proponer el mejor sistema para realizar la trazabilidad de tu producto.
La venta del sistema incluye una PC con el software ya instalado y configurado, la integración con tus PLC, y el soporte por un año al sistema .
Este es un sistema que se pude integrar en la mayoría de tus equipos, el cual consiste en incorporar un lector de huella digital para bloquear o liberar la operación de alguna máquina.
Entre las principales funciones estan:
Restringir el acceso a la operación de ciertas maquinas: operadores certificados
Liberar la maquina por Calidad: la maquina se bloquea por alguna condición de calidad y solo el auditor de calidad puede liberar la maquina
Llevar un registro de los operadores que están operando la maquina
Bloqueo de la maquina al fin de turno o cuando se tenga la producción prevista
Acceso a funciones y parámetros que solo Mantenimiento puede utilizar
El sistema admite huella digital o una llave RFID, con la cual el supervisor puede desbloquear la maquina
Bloqueo de la maquina al fin de turno o cuando se tenga la producción prevista